3Dプリントを開始する際、造形ベッドを掃除したり糊を塗ったり色々と面倒な作業があるが、中でも面倒なのが造形開始時の余分なフィラメントの除去である。
造形開始時、3Dプリンターのハード的な順序としては
- ヘッドをホーム位置へ移動
- オートレベリング
- 待機ポジションへ移動
- ヒートベッド加熱
- ホットエンド加熱
- 造形開始
の流れになる。ホットエンド加熱時、ノズル付近のフィラメントが溶け出しノズルから少し出て来るのだが、これを放置しておくと造形開始時に本体造形対象エリアに落ちてしまい巻き込んでしまう事がある。
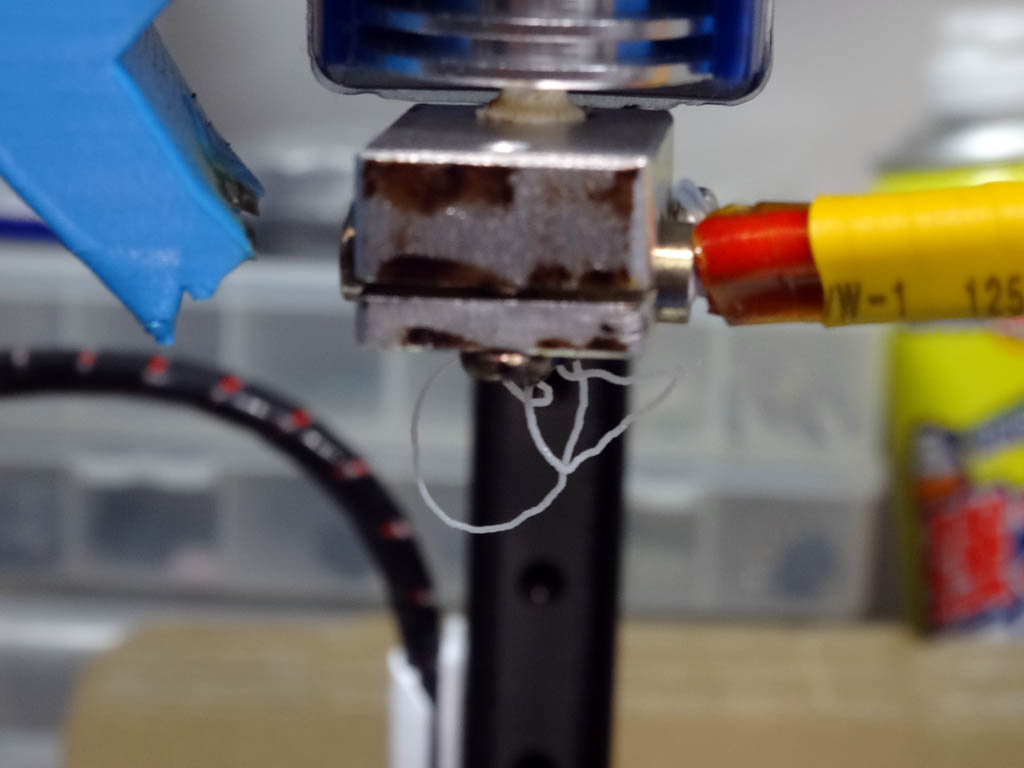

回避策として、ホットエンド加熱時少し離れた場所へヘッドを移動させておく方法があるが、完全ではない。このため、造形開始時、ホットエンドが造形温度付近に近づいてきたあたりからピンセットで溶けだしてきたフィラメントを造形開始まで何度かつまんで除去しなくてはならなかった。
開始ボタンを押してからホットエンドの温度があがるまでプリンターに貼りついている必要があり、結構面倒である。うっかりしているとタイミングを逃してしまう事もある。ヒートベッドも使う場合、さらに貼りついている時間が長くなりかなりのストレスである。
こんな面倒な事やってられるかー!(゚Д゚#)と言う事で、先走りフィラメントの自動除去の仕組みを入れてみる。
やる事は簡単で、ホットエンドの加熱が終わって造形を開始する際に、ノズル先をどこかに擦りつければ良い。擦りつける先として、スポンジ等の素材を設置するパーツを作成した。

データはThingiverseに。
http://www.thingiverse.com/thing:928511
これに、なんらかのクリーナーを取り付けるのだが、何を使うかが問題である。試しに使えそうな台所用クリーナーとスチールウールを購入してみた。

まずはスポンジ系から。耐熱性を見るため軽く火で炙ってみる。
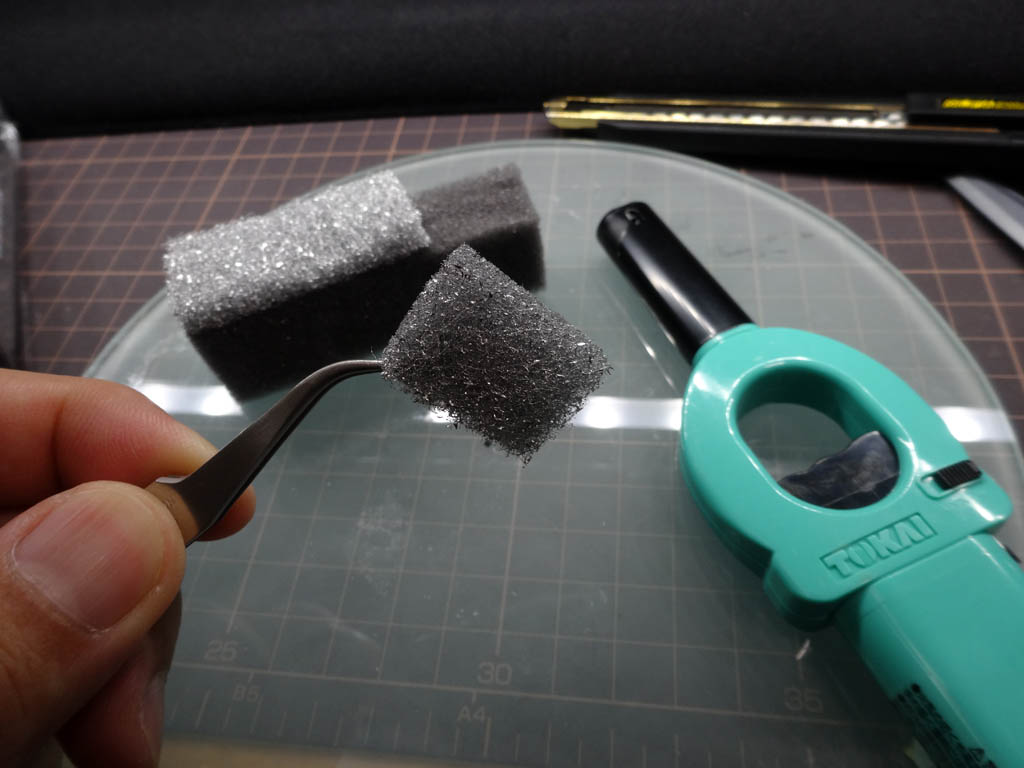

いずれも良く燃えてしまった・・・。ノズル温度の260度程度なら耐えれるかもしれないが、溶けてノズル先に付着してしまった場合に後々面倒である。
スチールウールは火で炙っても少し変色するぐらいで問題無し。

ノズル先への傷が気になるが、とりあえずスチールウールを使う事にする。
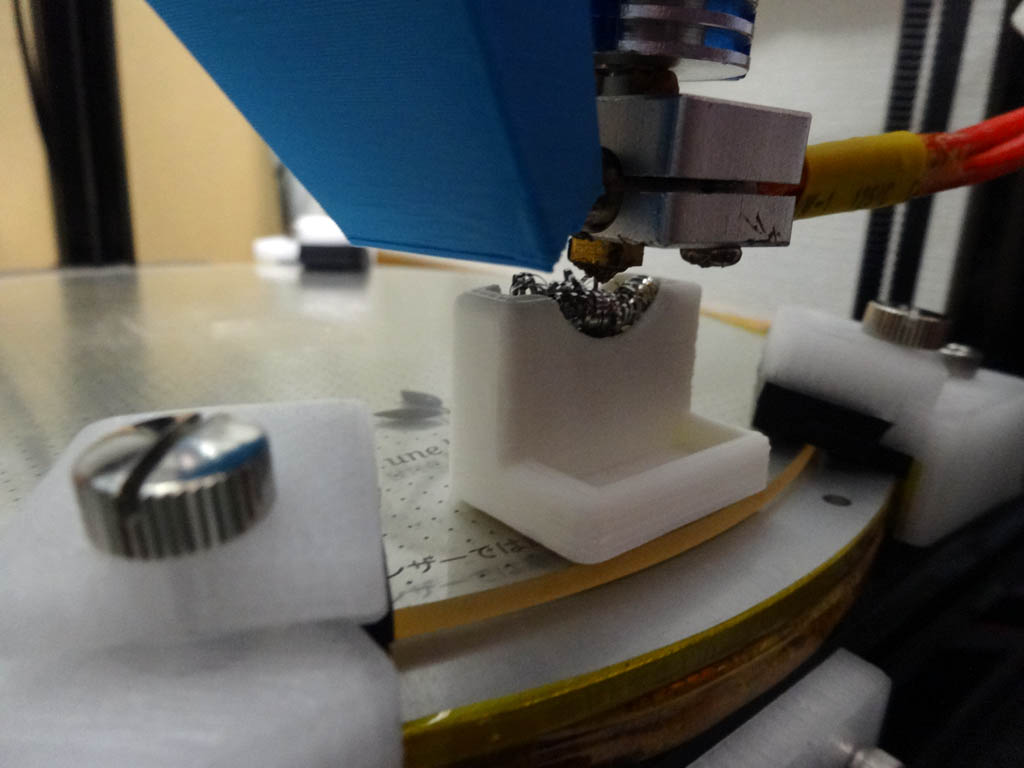
スチールウールを少量取り、少しはみ出る程度に押し込む。底面に両面テープを貼り付け、ヘッドが移動可能な範囲内、オートレベリングの邪魔にならないガラス台座の端の方に設置。


スライサーのGCode設定で、ホットエンド加熱前にクリーナーの位置へヘッドを移動し、加熱後にスチールウール上部をかすめる様にヘッドが動く様修正を加える。スチールウールが結構いい感じにゴミフィラメントをからめとってくれる。
CuraEngineの場合、例として以下の様にGCodeを記述する。
; Default start code
G28 ; Home extruder
G1 Z15 F3000
G29; auto leveling
M107 ; Turn off fan
G90 ; Absolute positioning
M82 ; Extruder in absolute mode
G1 Z22 X0 Y-75 F3000 ; clean nozzle position
{IF_BED}M190 S{BED}
; Activate all used extruder
{IF_EXT0}M104 T0 S{TEMP0}
G92 E0 ; Reset extruder position
; Wait for all used extruders to reach temperature
{IF_EXT0}M109 T0 S{TEMP0}
G1 Z17 X0 Y-50 F2000 ; clean nozzle
{IF_EXT0}M109 T0 S{TEMP0}
Slic3rの場合、以下の様にGCodeを記述する。
G28 ; home all axes G1 Z5 F5000 ; lift nozzle G29; auto leveling G1 Z22 X0 Y-75 F3000 M109 S[first_layer_temperature] G1 Z17 X0 Y-50 F2000 M109 S[first_layer_temperature]
これで、毎回造形開始時にノズルに注意を払いゴミ除去をする必要が無くなった。クリーナーとしてスチールウール以外にもっと良い素材が無いか研究の余地はある。竹をほぐしたブラシの様なものが良いのではないかと思っているが、竹串は容易に手に入るが細かくほぐす方法で思案中である。
次回は筆者が3Dプリンターを活用して作ったモノを紹介する。





